






ನಮಗೆಲ್ಲರಿಗೂ ತಿಳಿದಿರುವಂತೆ, ಆಧುನಿಕ ಯಂತ್ರೋಪಕರಣಗಳ ಉತ್ಪಾದನಾ ಉದ್ಯಮದಲ್ಲಿ, ಉದ್ಯಮಗಳು ವ್ಯಾಪಕವಾದ ಬೇಡಿಕೆಯನ್ನು ಹೊಂದಿವೆ.ವಿಶೇಷ ಯಂತ್ರ ಉಪಕರಣಗಳು. ಸಾಮಾನ್ಯವಾಗಿ, ಸಾಮಾನ್ಯ ಕೊರೆಯುವ ಯಂತ್ರಗಳು ಹೆಚ್ಚಿನ ಕಾರ್ಮಿಕ ತೀವ್ರತೆ, ಕಡಿಮೆ ವಿಶೇಷ ಕಾರ್ಯಕ್ಷಮತೆ, ಕಡಿಮೆ ಉತ್ಪಾದಕತೆ ಮತ್ತು ನಿಖರತೆಯ ಯಾವುದೇ ಖಾತರಿಯನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ; ಆದರೆ ವಿಶೇಷ ಬಹು ರಂಧ್ರಕೊರೆಯುವ ಯಂತ್ರಗಳುಅನುಕೂಲಕರ, ಕಾರ್ಮಿಕ-ಉಳಿತಾಯ, ಸದುಪಯೋಗಪಡಿಸಿಕೊಳ್ಳಲು ಸುಲಭ, ಮತ್ತು ಆಪರೇಟಿಂಗ್ ದೋಷಗಳು ಮತ್ತು ವೈಫಲ್ಯಗಳಿಗೆ ಒಳಗಾಗುವುದಿಲ್ಲ. ಅವರು ಕೆಲಸಗಾರರ ಆಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮಾತ್ರವಲ್ಲ, ಕಾರ್ಮಿಕರು ಮತ್ತು ಕೊರೆಯುವ ಯಂತ್ರಗಳ ಸುರಕ್ಷತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಸಾಧ್ಯವಿಲ್ಲ. ಇದು ಸುರಕ್ಷಿತವಾಗಿದೆ ಮತ್ತು ಕೊರೆಯುವ ಯಂತ್ರದ ಉತ್ಪಾದಕತೆಯನ್ನು ಸುಧಾರಿಸಬಹುದು. ವಿಜ್ಞಾನ ಮತ್ತು ತಂತ್ರಜ್ಞಾನದ ನಿರಂತರ ಅಭಿವೃದ್ಧಿಯೊಂದಿಗೆ,ವಿಶೇಷ ಕೊರೆಯುವ ಯಂತ್ರಗಳುಉತ್ಪಾದನೆಯಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಬೇರೆ ರೀತಿಯಲ್ಲಿ ಹೇಳುವುದಾದರೆ, ಬಲವಾದ ವಿಶೇಷತೆ, ಕಂಪನಿಯು ತನ್ನ ಉತ್ಪನ್ನಗಳ ಗುಣಮಟ್ಟವನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ. ಆದ್ದರಿಂದ, ವಿಶೇಷ ಯಂತ್ರೋಪಕರಣಗಳ ಬಳಕೆಯು ಉದ್ಯಮಗಳ ಸ್ಪರ್ಧಾತ್ಮಕತೆಯಲ್ಲಿ ಬಹಳ ಮುಖ್ಯವಾದ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ.

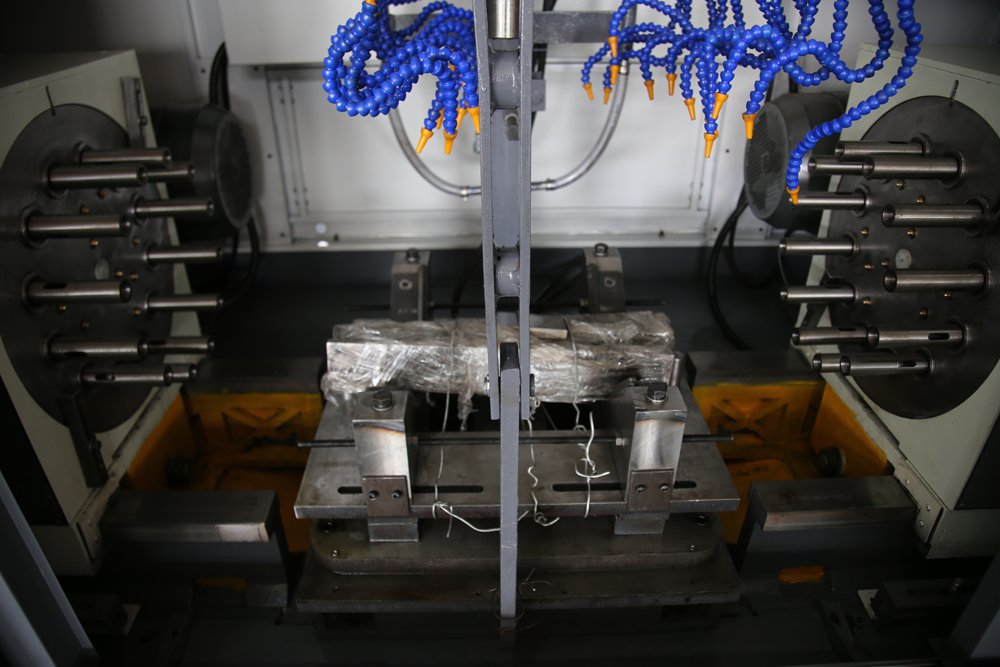
ದಿಬಹು ರಂಧ್ರ ಕೊರೆಯುವ ಯಂತ್ರನಮ್ಮ ಕಾರ್ಖಾನೆಯಿಂದ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ ವಿಶೇಷವಾಗಿ ಗುರಿಯನ್ನು ಹೊಂದಿದೆಕವಾಟ ಉದ್ಯಮ. ಇದು ಎಲ್ಲಾ ರೀತಿಯ ಅರಿತುಕೊಳ್ಳಬಹುದುಗೇಟ್ ಕವಾಟಗಳು, ಚಿಟ್ಟೆ ಕವಾಟಗಳು, ನಿಯಂತ್ರಣ ಕವಾಟಗಳುಮತ್ತು ಇತರ ಕವಾಟಗಳು. ಎರಕಹೊಯ್ದ ಉಕ್ಕು ಅಥವಾ ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದಿಂದ ಮಾಡಿದ ಮೂರು ಅಥವಾ ಎರಡು-ಬದಿಯ ಫ್ಲೇಂಜ್ಗಳು ಆಗಿರಬಹುದುಕೊರೆದು ತಟ್ಟಿದರುಅದೇ ಸಮಯದಲ್ಲಿ. ಕವಾಟದ ದಕ್ಷತೆಯ ಅದ್ಭುತ ಹೆಚ್ಚಳದ ಜೊತೆಗೆ, ಪಂಪ್ ಬಾಡಿಗಳು, ಆಟೋ ಭಾಗಗಳು, ಎಂಜಿನಿಯರಿಂಗ್ ಯಂತ್ರೋಪಕರಣಗಳು ಮತ್ತು ಇತರ ಭಾಗಗಳ ಸಂಸ್ಕರಣೆಯಂತಹ ಇತರ ಮುಖ್ಯ ಅಪ್ಲಿಕೇಶನ್ ಪ್ರದೇಶಗಳನ್ನು ಸಹ ಅಂತಿಮ ರಂಧ್ರಗಳು, ಮಧ್ಯದ ರಂಧ್ರಗಳು, ಮೊನಚಾದ ರಂಧ್ರಗಳನ್ನು ಏಕಕಾಲದಲ್ಲಿ ಕೊರೆಯಲು ಬಳಸಬಹುದು. ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಗೋಳಾಕಾರದ ರಂಧ್ರಗಳು. ರಂಧ್ರ ಸಂಸ್ಕರಣೆ. ಬಹು-ರಂಧ್ರ ಡ್ರಿಲ್ಹೈಡ್ರಾಲಿಕ್ ಮತ್ತು ಸಂಖ್ಯಾತ್ಮಕ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಯ ಕಾರ್ಯಾಚರಣೆಯ ಎರಡು ವಿಧಾನಗಳನ್ನು ಹೊಂದಿದೆ, ಇದು ಯಾಂತ್ರೀಕೃತಗೊಂಡ, ಹೆಚ್ಚಿನ ನಿಖರತೆ, ಬಹು-ವೈವಿಧ್ಯತೆ ಮತ್ತು ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಯನ್ನು ಅರಿತುಕೊಳ್ಳಬಹುದು.
ಬಳಸುವಾಗ ಕೆಲವು ಮುನ್ನೆಚ್ಚರಿಕೆಗಳೂ ಇವೆಬಹು ರಂಧ್ರ ಡ್ರಿಲ್ಗಳು. ಇದಕ್ಕಾಗಿ ನಾವು ಈ ಕೆಳಗಿನ ಸಾರಾಂಶವನ್ನು ಮಾಡಿದ್ದೇವೆ:
1) ಡ್ರಿಲ್ ಬಿಟ್ ಅನ್ನು ಪ್ರತ್ಯೇಕವಾಗಿ ಕಸ್ಟಮೈಸ್ ಮಾಡಬೇಕು ಮತ್ತು ಪ್ಯಾಕ್ ಮಾಡಬೇಕು ಮತ್ತು ಕಂಪನ ಮತ್ತು ಘರ್ಷಣೆಯನ್ನು ತಪ್ಪಿಸಲು ಸಾರಿಗೆ ಸಮಯದಲ್ಲಿ ಅದನ್ನು ದೃಢವಾಗಿ ಸರಿಪಡಿಸಬೇಕು.
2) ಡ್ರಿಲ್ ಬಿಟ್ನ ವ್ಯಾಸವನ್ನು ಅಳೆಯಲು, ಯಾಂತ್ರಿಕ ಸಂಪರ್ಕದಿಂದ ಗಾಯಗೊಳ್ಳುವುದನ್ನು ತಪ್ಪಿಸಲು ಟೂಲ್ ಮೈಕ್ರೋಸ್ಕೋಪ್ನಂತಹ ಸಂಪರ್ಕ-ಅಲ್ಲದ ಅಳತೆ ಉಪಕರಣವನ್ನು ಬಳಸಿ.
3) ದಿಬಹು-ಸ್ಪಿಂಡಲ್ ಡ್ರಿಲ್ಲಿಂಗ್ಪವರ್ ಹೆಡ್ ಬಳಕೆಯ ಸಮಯದಲ್ಲಿ ಡ್ರಿಲ್ಲಿಂಗ್ ಟೆಂಪ್ಲೇಟ್ ಸ್ಥಾನೀಕರಣ ರಿಂಗ್ ಅನ್ನು ಬಳಸಬೇಕು, ಆದ್ದರಿಂದ ಸ್ಪಿಂಡಲ್ನಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾದ ಡ್ರಿಲ್ ಬಿಟ್ನ ಉದ್ದವನ್ನು ಸ್ಥಿರವಾಗಿರುವಂತೆ ಸರಿಹೊಂದಿಸಬೇಕು. ಬಹು ಸ್ಪಿಂಡಲ್ಕೊರೆಯುವ ಯಂತ್ರಗಳುಈ ಹಂತಕ್ಕೆ ಹೆಚ್ಚಿನ ಗಮನವನ್ನು ನೀಡಬೇಕು, ಆದ್ದರಿಂದ ಪ್ರತಿ ಸ್ಪಿಂಡಲ್ನ ಕೊರೆಯುವ ಆಳವು ಸರ್ವಾನುಮತವಾಗಿರಬೇಕು.
4) ಡ್ರಿಲ್ನ ಕತ್ತರಿಸುವ ಅಂಚಿನ ಉಡುಗೆಗಳನ್ನು ಪರಿಶೀಲಿಸಿ.
5) ದಿಬಹು ರಂಧ್ರ ಕೊರೆಯುವ ಯಂತ್ರಸ್ಪಿಂಡಲ್ ಮತ್ತು ಚಕ್ನ ಕೇಂದ್ರೀಕರಣವನ್ನು ನಿಯಮಿತವಾಗಿ ಪರಿಶೀಲಿಸಬೇಕು. ಕಳಪೆ ಕೇಂದ್ರೀಕರಣವು ಸಣ್ಣ-ವ್ಯಾಸದ ಡ್ರಿಲ್ಗಳನ್ನು ಒಡೆಯಲು ಮತ್ತು ರಂಧ್ರದ ವ್ಯಾಸವನ್ನು ಹೆಚ್ಚಿಸಲು ಕಾರಣವಾಗುತ್ತದೆ. ಕಳಪೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲವು ನಿಜವಾದ ವೇಗವು ಸೆಟ್ ವೇಗದೊಂದಿಗೆ ಅಸಮಂಜಸವಾಗಿರುವಂತೆ ಮಾಡುತ್ತದೆ. ಡ್ರಿಲ್ ಬಿಟ್ಗಳ ನಡುವೆ ಜಾರುವಿಕೆ ಇರುತ್ತದೆ.
6) ಚಕ್ ಮೇಲೆ ಮಲ್ಟಿ-ಹೋಲ್ ಡ್ರಿಲ್ ಬಿಟ್ನ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಉದ್ದವು ಡ್ರಿಲ್ ಶ್ಯಾಂಕ್ನ ವ್ಯಾಸಕ್ಕಿಂತ 4 ರಿಂದ 5 ಪಟ್ಟು ದೃಢವಾಗಿ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಬೇಕು.
7) ಯಾವಾಗಲೂ ಸ್ಪಿಂಡಲ್ ಅನ್ನು ಪರಿಶೀಲಿಸಿ. ಕೊರೆಯುವ ಸಮಯದಲ್ಲಿ ಮುರಿದ ಡ್ರಿಲ್ಗಳು ಮತ್ತು ಭಾಗಶಃ ರಂಧ್ರಗಳನ್ನು ತಡೆಗಟ್ಟಲು ಮುಖ್ಯ ಶಾಫ್ಟ್ ಅನ್ನು ಅಲ್ಲಾಡಿಸಲಾಗುವುದಿಲ್ಲ.
8) ಮಲ್ಟಿ-ಹೋಲ್ ಡ್ರಿಲ್ನ ವರ್ಕ್ಬೆಂಚ್ನಲ್ಲಿ ಸ್ಥಾನಿಕ ವ್ಯವಸ್ಥೆಯು ದೃಢವಾಗಿ ಸ್ಥಾನದಲ್ಲಿದೆ ಮತ್ತು ಸಮತಟ್ಟಾಗಿದೆ, ಇದು ಡ್ರಿಲ್ ಬಿಟ್ನ ಜೀವನವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಉತ್ಪಾದನಾ ವೆಚ್ಚ ಮತ್ತು ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಅತಿಯಾದ ಗ್ರೈಂಡಿಂಗ್ ಪರಿಣಾಮವು ವಿರುದ್ಧವಾಗಿದೆ.


ಪೋಸ್ಟ್ ಸಮಯ: ನವೆಂಬರ್-20-2021