
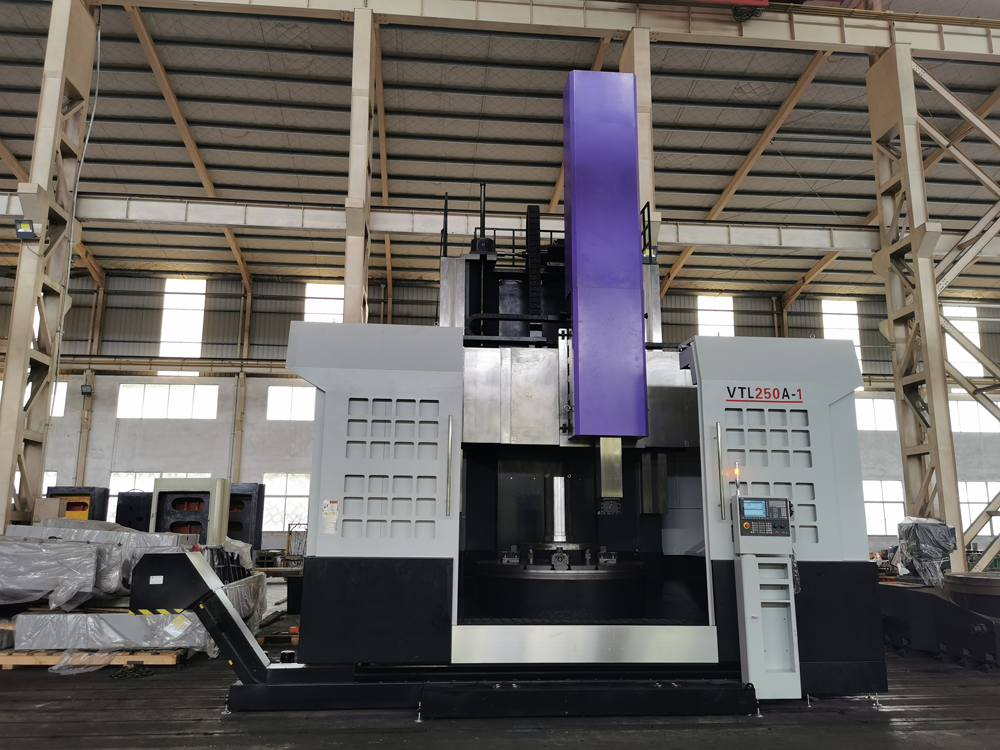
ದೊಡ್ಡ ಪ್ರಮಾಣದCNC ಲಂಬ ಲ್ಯಾಥ್ಸ್ದೊಡ್ಡ ಪ್ರಮಾಣದ ಯಂತ್ರೋಪಕರಣಗಳು, ದೊಡ್ಡ ರೇಡಿಯಲ್ ಆಯಾಮಗಳು ಮತ್ತು ತುಲನಾತ್ಮಕವಾಗಿ ಸಣ್ಣ ಅಕ್ಷೀಯ ಆಯಾಮಗಳು ಮತ್ತು ಸಂಕೀರ್ಣ ಆಕಾರಗಳೊಂದಿಗೆ ದೊಡ್ಡ ಮತ್ತು ಭಾರವಾದ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.ಉದಾಹರಣೆಗೆ, ಸಿಲಿಂಡರಾಕಾರದ ಮೇಲ್ಮೈ, ಅಂತಿಮ ಮೇಲ್ಮೈ, ಶಂಕುವಿನಾಕಾರದ ಮೇಲ್ಮೈ, ಸಿಲಿಂಡರಾಕಾರದ ರಂಧ್ರ, ವಿವಿಧ ಡಿಸ್ಕ್ಗಳ ಶಂಕುವಿನಾಕಾರದ ರಂಧ್ರ, ಚಕ್ರಗಳು ಮತ್ತು ವರ್ಕ್ಪೀಸ್ಗಳ ಸೆಟ್ಗಳನ್ನು ಥ್ರೆಡ್ಡಿಂಗ್, ಗೋಳಾಕಾರದ ಮೇಲ್ಮೈ, ಪ್ರೊಫೈಲಿಂಗ್, ಮಿಲ್ಲಿಂಗ್ ಮತ್ತು ಗ್ರೈಂಡಿಂಗ್ಗಾಗಿ ಹೆಚ್ಚುವರಿ ಸಾಧನಗಳ ಸಹಾಯದಿಂದ ಸಂಸ್ಕರಿಸಬಹುದು.
ದೊಡ್ಡ ಪ್ರಮಾಣದ ಸಹಾಯಕ ಸಮಯCNC VTL ಯಂತ್ರಬಹಳ ಚಿಕ್ಕದಾಗಿದೆ.ಇದು ಒಂದು ಕ್ಲ್ಯಾಂಪ್ನಲ್ಲಿ ಎಲ್ಲಾ ಪ್ರಕ್ರಿಯೆಯ ವಿಷಯವನ್ನು ಪೂರ್ಣಗೊಳಿಸಬಹುದು.ಹೆಚ್ಚಿನ ಬಿಗಿತದೊಂದಿಗೆ ತೆರೆದ ಫಿಕ್ಚರ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿ, ಇದು ಉಪಕರಣದ ಮಾರ್ಗದಲ್ಲಿ ಮಧ್ಯಪ್ರವೇಶಿಸುವುದಿಲ್ಲ ಮತ್ತು ಸ್ಪಿಂಡಲ್ ಸ್ಟ್ರೋಕ್ ವ್ಯಾಪ್ತಿಯೊಳಗೆ ವರ್ಕ್ಪೀಸ್ನ ಸಂಸ್ಕರಣೆಯನ್ನು ಪೂರ್ಣಗೊಳಿಸಬಹುದು.ಹೆಚ್ಚು ಸ್ವಯಂಚಾಲಿತ ಯಂತ್ರ ಸಾಧನವಾಗಿ, ಬಳಕೆಯ ಅವಧಿಯ ನಂತರ ವಿವಿಧ ಎಚ್ಚರಿಕೆಗಳು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ.ಕೆಲವು ಸಿಸ್ಟಮ್ ವೈಫಲ್ಯಗಳು, ಕೆಲವು ಅನುಚಿತ ಪ್ಯಾರಾಮೀಟರ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಕೆಲವು ಯಾಂತ್ರಿಕ ವೈಫಲ್ಯಗಳು.ಫ್ಯಾನ್ ಅಲಾರಂಗಳು ಅವುಗಳಲ್ಲಿ ಒಂದು.
 ಅಂತಹ ಪರಿಸ್ಥಿತಿಯು ಸಂಭವಿಸಿದಾಗ, ಮೊದಲು ಆಂತರಿಕ ಫ್ಯಾನ್ ಅನ್ನು ಪರಿಶೀಲಿಸಿ.ಅದು ತಿರುಗದಿದ್ದರೆ, ಅದನ್ನು ತೆಗೆದುಕೊಂಡು ನೋಡಿ.ಅದು ತುಂಬಾ ಕೊಳಕಾಗಿದ್ದರೆ, ಅದನ್ನು ಸ್ಥಾಪಿಸುವ ಮೊದಲು ಅದನ್ನು ಆಲ್ಕೋಹಾಲ್ ಅಥವಾ ಗ್ಯಾಸೋಲಿನ್ನಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಿ.ಅಲಾರಾಂ ಇದ್ದರೆ, ನೀವು ಸರ್ವೋ ಆಂಪ್ಲಿಫೈಯರ್ ಅನ್ನು ಬದಲಾಯಿಸಬೇಕಾಗುತ್ತದೆ.HC ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ.ಪ್ರಸ್ತುತ ಎಚ್ಚರಿಕೆ, ಮುಖ್ಯವಾಗಿ DC ಭಾಗದಲ್ಲಿ ಅಸಹಜ ಪ್ರವಾಹವನ್ನು ಪತ್ತೆಹಚ್ಚಲು, ಮೊದಲು ಸರ್ವೋ ನಿಯತಾಂಕಗಳನ್ನು ನೋಡಿ, ತದನಂತರ ಮೋಟಾರ್ ಪವರ್ ಲೈನ್ ಅನ್ನು ತೆಗೆದುಹಾಕಿ.ಅವಧಿಯಲ್ಲಿ, ಸರ್ವೋ ಆಂಪ್ಲಿಫೈಯರ್ ಅನ್ನು ಬದಲಿಸಲು ಅಲಾರಾಂ ಇರುತ್ತದೆ.ಅಲಾರಾಂ ಇಲ್ಲ.ಮೋಟಾರ್ ಅಥವಾ ಪವರ್ ಲೈನ್ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸಲು ಮೋಟಾರ್ ಮತ್ತು ಪವರ್ ಲೈನ್ ಅನ್ನು ಇತರ ಅಕ್ಷದೊಂದಿಗೆ ವಿನಿಮಯ ಮಾಡಿಕೊಳ್ಳಿ.ಸಮಸ್ಯೆ: ಪ್ರದರ್ಶನದಲ್ಲಿ J ಕಾಣಿಸಿಕೊಂಡರೆ, ಅದು PC ಸಮಸ್ಯೆಯೇ ಎಂಬುದನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.ಮದರ್ಬೋರ್ಡ್, ಇಂಟರ್ಫೇಸ್ ಪರಿವರ್ತನೆ ಬೋರ್ಡ್ ಮತ್ತು PCRAM ನಿಯಂತ್ರಣ ಬೋರ್ಡ್ ಸಾಧನವು ಸರಿಯಾಗಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಿ, ಕಾರಣವನ್ನು ನಿರ್ಧರಿಸುವವರೆಗೆ ಬದಲಿಸಿ ಮತ್ತು ಡೀಬಗ್ ಮಾಡಿ, ತದನಂತರ ಸಮಸ್ಯೆಯನ್ನು ನಿವಾರಿಸಿ.
ಅಂತಹ ಪರಿಸ್ಥಿತಿಯು ಸಂಭವಿಸಿದಾಗ, ಮೊದಲು ಆಂತರಿಕ ಫ್ಯಾನ್ ಅನ್ನು ಪರಿಶೀಲಿಸಿ.ಅದು ತಿರುಗದಿದ್ದರೆ, ಅದನ್ನು ತೆಗೆದುಕೊಂಡು ನೋಡಿ.ಅದು ತುಂಬಾ ಕೊಳಕಾಗಿದ್ದರೆ, ಅದನ್ನು ಸ್ಥಾಪಿಸುವ ಮೊದಲು ಅದನ್ನು ಆಲ್ಕೋಹಾಲ್ ಅಥವಾ ಗ್ಯಾಸೋಲಿನ್ನಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಿ.ಅಲಾರಾಂ ಇದ್ದರೆ, ನೀವು ಸರ್ವೋ ಆಂಪ್ಲಿಫೈಯರ್ ಅನ್ನು ಬದಲಾಯಿಸಬೇಕಾಗುತ್ತದೆ.HC ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ.ಪ್ರಸ್ತುತ ಎಚ್ಚರಿಕೆ, ಮುಖ್ಯವಾಗಿ DC ಭಾಗದಲ್ಲಿ ಅಸಹಜ ಪ್ರವಾಹವನ್ನು ಪತ್ತೆಹಚ್ಚಲು, ಮೊದಲು ಸರ್ವೋ ನಿಯತಾಂಕಗಳನ್ನು ನೋಡಿ, ತದನಂತರ ಮೋಟಾರ್ ಪವರ್ ಲೈನ್ ಅನ್ನು ತೆಗೆದುಹಾಕಿ.ಅವಧಿಯಲ್ಲಿ, ಸರ್ವೋ ಆಂಪ್ಲಿಫೈಯರ್ ಅನ್ನು ಬದಲಿಸಲು ಅಲಾರಾಂ ಇರುತ್ತದೆ.ಅಲಾರಾಂ ಇಲ್ಲ.ಮೋಟಾರ್ ಅಥವಾ ಪವರ್ ಲೈನ್ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸಲು ಮೋಟಾರ್ ಮತ್ತು ಪವರ್ ಲೈನ್ ಅನ್ನು ಇತರ ಅಕ್ಷದೊಂದಿಗೆ ವಿನಿಮಯ ಮಾಡಿಕೊಳ್ಳಿ.ಸಮಸ್ಯೆ: ಪ್ರದರ್ಶನದಲ್ಲಿ J ಕಾಣಿಸಿಕೊಂಡರೆ, ಅದು PC ಸಮಸ್ಯೆಯೇ ಎಂಬುದನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.ಮದರ್ಬೋರ್ಡ್, ಇಂಟರ್ಫೇಸ್ ಪರಿವರ್ತನೆ ಬೋರ್ಡ್ ಮತ್ತು PCRAM ನಿಯಂತ್ರಣ ಬೋರ್ಡ್ ಸಾಧನವು ಸರಿಯಾಗಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಿ, ಕಾರಣವನ್ನು ನಿರ್ಧರಿಸುವವರೆಗೆ ಬದಲಿಸಿ ಮತ್ತು ಡೀಬಗ್ ಮಾಡಿ, ತದನಂತರ ಸಮಸ್ಯೆಯನ್ನು ನಿವಾರಿಸಿ.

ದೊಡ್ಡ CNC ಯ ನಿರ್ವಹಣೆಯಲ್ಲಿ ಗಮನ ಹರಿಸಬೇಕಾದ ವಿಷಯಗಳು ಯಾವುವುVTL ಯಂತ್ರ?
1. ಪ್ರತಿ ಬಾರಿಯೂ ಮುಖ್ಯ ಮೋಟರ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಿದ ನಂತರ, ಸ್ಪಿಂಡಲ್ ಅನ್ನು ತಕ್ಷಣವೇ ಪ್ರಾರಂಭಿಸಲಾಗುವುದಿಲ್ಲ.ಲೂಬ್ರಿಕೇಶನ್ ಪಂಪ್ ಸಾಮಾನ್ಯವಾಗಿ ಕೆಲಸ ಮಾಡಿದ ನಂತರ ಮತ್ತು ತೈಲ ಕಿಟಕಿಯು ಎಣ್ಣೆಯಿಂದ ಬಂದ ನಂತರ ಮಾತ್ರ, ಯಂತ್ರ ಉಪಕರಣವು ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಸ್ಪಿಂಡಲ್ ಅನ್ನು ಪ್ರಾರಂಭಿಸಬಹುದು.
2. ಅದರ ನಿಖರತೆ ಮತ್ತು ಜೀವನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಥ್ರೆಡ್ಗಳನ್ನು ತಿರುಗಿಸುವಾಗ ಮಾತ್ರ ಸ್ಕ್ರೂ ಅನ್ನು ಬಳಸಬಹುದು.
3. ಒಳಗೆ ಮತ್ತು ಹೊರಗೆ ನಿರ್ವಹಿಸಿಯಂತ್ರೋಪಕರಣಸ್ವಚ್ಛವಾಗಿರಲು, ಯಂತ್ರದ ಭಾಗಗಳು ಪೂರ್ಣಗೊಂಡಿವೆ, ಸ್ಕ್ರೂ ರಾಡ್ಗಳು ಮತ್ತು ಪಾಲಿಶ್ ಮಾಡಿದ ರಾಡ್ಗಳು ತೈಲ ಮುಕ್ತವಾಗಿರುತ್ತವೆ ಮತ್ತು ಮಾರ್ಗದರ್ಶಿ ರೈಲು ಮೇಲ್ಮೈಗಳು ಸ್ವಚ್ಛವಾಗಿರುತ್ತವೆ ಮತ್ತು ಅಖಂಡವಾಗಿರುತ್ತವೆ.
4. ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಅಗತ್ಯತೆಗಳ ಪ್ರಕಾರ ಪ್ರತಿ ಲೂಬ್ರಿಕೇಶನ್ ಪಾಯಿಂಟ್ನ ನಯಗೊಳಿಸುವ ಕೆಲಸವನ್ನು ಮಾಡಿ (ವಿವರಗಳಿಗಾಗಿ ಯಂತ್ರ ಉಪಕರಣದ ನಯಗೊಳಿಸುವ ವ್ಯವಸ್ಥೆಯ ಲೇಬಲ್ ಸೂಚನೆಗಳನ್ನು ನೋಡಿ).
5. ವಿ-ಬೆಲ್ಟ್ನ ಬಿಗಿತವನ್ನು ನಿಯಮಿತವಾಗಿ ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಹೊಂದಿಸಿCNC ಲಂಬ ಲೇಥ್.
6. ಹೆಡ್ಬಾಕ್ಸ್ ಮತ್ತು ಫೀಡ್ ಬಾಕ್ಸ್ ಸಾಕಷ್ಟು ನಯಗೊಳಿಸುವ ಎಣ್ಣೆಯನ್ನು ಹೊಂದಿದೆಯೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ತೈಲ ಪಂಪ್ನ ಕೆಲಸದ ಸ್ಥಿತಿಯನ್ನು ಪರೀಕ್ಷಿಸಲು ಗಮನ ಕೊಡಿ.ಪ್ರತಿ ತೊಟ್ಟಿಯಲ್ಲಿನ ನಯಗೊಳಿಸುವ ತೈಲವು ಪ್ರತಿ ತೈಲ ಮಾನದಂಡದ ಮಧ್ಯಭಾಗಕ್ಕಿಂತ ಕಡಿಮೆಯಿರಬಾರದು, ಇಲ್ಲದಿದ್ದರೆ ಯಂತ್ರ ಉಪಕರಣವು ಕಳಪೆ ನಯಗೊಳಿಸುವಿಕೆಯಿಂದಾಗಿ ಹಾನಿಗೊಳಗಾಗುತ್ತದೆ.
7. ಲೂಬ್ರಿಕೇಟಿಂಗ್ ಆಯಿಲ್ ಸ್ವಚ್ಛವಾಗಿದೆಯೇ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಪ್ರತಿ ವಾರ ಬೆಡ್ಸೈಡ್ ಬಾಕ್ಸ್ನ ಆಯಿಲ್ ಇನ್ಲೆಟ್ನಲ್ಲಿರುವ ಆಯಿಲ್ ಫಿಲ್ಟರ್ನ ಆಯಿಲ್ ಫಿಲ್ಟರ್ ಕಾಪರ್ ಮೆಶ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ.
8. ಸ್ಪಿಂಡಲ್ ಹೆಚ್ಚಿನ ವೇಗದಲ್ಲಿ ತಿರುಗುತ್ತಿರುವಾಗ, ಯಾವುದೇ ಸಂದರ್ಭಗಳಲ್ಲಿ ನೀವು ಬದಲಾಯಿಸುವ ಹ್ಯಾಂಡಲ್ ಅನ್ನು ಎಳೆಯಬೇಕು.

ಪೋಸ್ಟ್ ಸಮಯ: ನವೆಂಬರ್-24-2021